When it comes to purchasing fire water pumps, building and asset owners often prioritise cost and efficiency over reliability. However, this can cause pumps to fail, during exercises and when dealing with actual fires. From building services to oil platforms, the reliability of fire pumps should not be compromised.
 Fire water pumps are the heart of every firefighting system as they are required to provide sufficient pressure to deliver water to sprinkler or hydrant systems in buildings or facilities to put fires out. They are used to protect buildings, offshore oil and gas platforms, and other assets including oil storage tanks.
Fire water pumps are the heart of every firefighting system as they are required to provide sufficient pressure to deliver water to sprinkler or hydrant systems in buildings or facilities to put fires out. They are used to protect buildings, offshore oil and gas platforms, and other assets including oil storage tanks.
If a fire pump fails, facilities and owners could see work slowed or halted, they could expose themselves to high insurance and repair costs, or it could put someone’s life in danger.
Fire water pumps are found in systems where the local municipal water system cannot provide sufficient pressure, usually in tall buildings such as high-rises, or in systems that require high terminal pressure from the fire sprinkler to provide a large volume of water, such as in storage warehouses. They are also found in facilities where water supply is provided from a ground level water storage tank.
Diesel, electric driven, or both?
 “At Sterling Pumps, we look at fire pumps in a different way to other applications. Fire pumps run only occasionally, but need to be at full output very quickly. We make reliability the priority and
“At Sterling Pumps, we look at fire pumps in a different way to other applications. Fire pumps run only occasionally, but need to be at full output very quickly. We make reliability the priority and
make sure achieving maximum pump reliability is incorporated into every step of the design and manufacturing process.
“We also make sure that our pumps meet all requirements advised by local and international guidelines.”
Sterling’s fire water pumps comply with Australian standard AS2941 Fixed fire protection installations – Pumpset systems, as well as international standards, including NFPA 20, FM and UL.
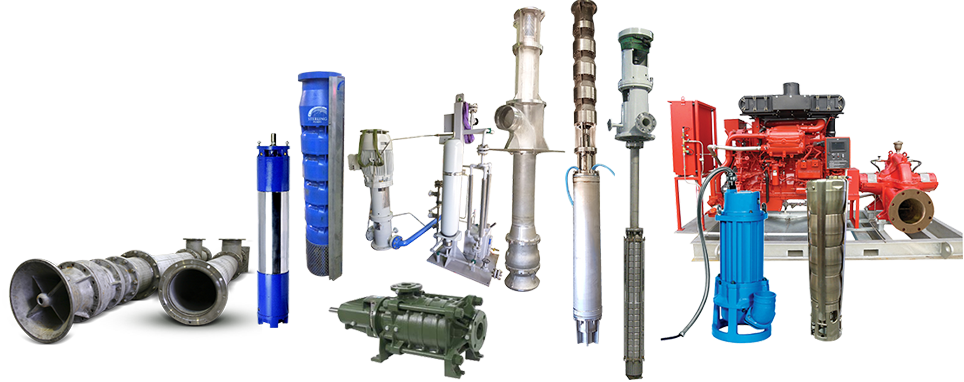
Their pumps are designed and manufactured as vertical turbine pumps, horizontal split case pumps and horizontal multistage pumps. They can also be manufactured with an electric motor or a diesel engine, to ensure pumping systems are ready to pump under any circumstances.
Protecting assets in the Middle East
 Sterling has recently supplied eight diesel driven fire pump packages to a company in the Middle East. The contract was to supply a combination of five pumps with an individual capacity of 450 kW (5000 US gpm) and three pumps with an individual pumping capacity of 343 kW (2500 US gpm).
Sterling has recently supplied eight diesel driven fire pump packages to a company in the Middle East. The contract was to supply a combination of five pumps with an individual capacity of 450 kW (5000 US gpm) and three pumps with an individual pumping capacity of 343 kW (2500 US gpm).
The pumps were installed on three different tank farms to protect crude oil storage tanks from catching on fire.
All the supplied pumps were designed and manufactured according to NFPA 20: Standard for the Installation of Stationary Pumps for Fire Protection and are designed to tolerate tough conditions caused by pumping sea water.
The pumps are coupled with certified Caterpillar diesel engines and are controlled by a hi-tech reliable control panel.
Putting pumps to the test
 Testing is one of the most critical steps in the manufacturing process of fire water pumps, and it is important each pump is completely tested before leaving the factory.
Testing is one of the most critical steps in the manufacturing process of fire water pumps, and it is important each pump is completely tested before leaving the factory.
“Sterling has one of the biggest pump test facilities in Melbourne especially when it comes to vertical turbine fire pumps. The test facility is equipped with a testing pit 15m deep,” Mr Shilani said.
“The biggest advantage of this pit is to test the deep vertical turbine pumps at full length to ensure their quality and performance before they are shipped and installed.
“At the Sterling factory, fire water pumps are normally tested for a duration of four hours before being delivered. Pumps will also undergo a series of tests such as performance, mechanical running and logic tests.
“We hope that our clients never need to use their fire water pumps but we make sure that when these pumps are under demand, they will pump until the water has run out.”